
Page 6 - SD 2507
P. 6
Filler materials and shielding gases guaranteeing PREN > 40 have been
developed (wire, metallic cored wire, electrodes) - a list of tested filler materials is
available on request.
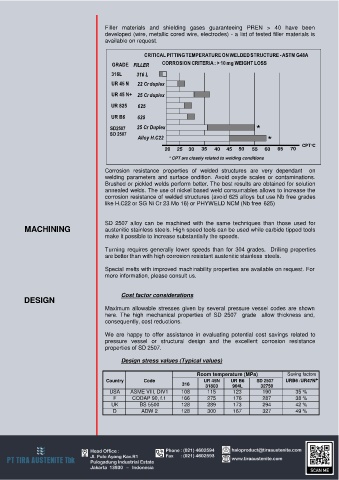
CRITICAL PITTING TEMPERATURE ON WELDED STRUCTURE - ASTM G48A
GRADE FILLER CORROSION CRITERIA : > 10 mg WEIGHT LOSS
316L 316 L
UR 45 N 22 Cr duplex
UR 45 N+ 25 Cr duplex
UR 825 625
UR B6 625
SD2507 25 Cr Duplex *
SD 2507
Alloy H.C22 *
20 25 30 35 40 45 50 55 60 65 70 CPT°C
* CPT are closely related to welding conditions
Corrosion resistance properties of welded structures are very dependant on
welding parameters and surface ondition. Avoid oxyde scales or contaminations.
Brushed or pickled welds perform better. The best results are obtained for solution
annealed welds. The use of nickel based weld consumables allows to increase the
corrosion resistance of welded structures (avoid 625 alloys but use Nb free grades
like H.C22 or SG Ni Cr 23 Mo 16) or PHYWELD NCM (Nb free 625)
SD 2507 alloy can be machined with the same techniques than those used for
MACHINING austenitic stainless steels. High speed tools can be used while carbide tipped tools
make it possible to increase substantially the speeds.
Turning requires generally lower speeds than for 304 grades. Drilling properties
are better than with high corrosion resistant austenitic stainless steels.
Special melts with improved machinability properties are available on request. For
more information, please consult us.
DESIGN Cost factor considerations
Maximum allowable stresses given by several pressure vessel codes are shown
here. The high mechanical properties of SD 2507 grade allow thickness and,
consequently, cost reductions.
We are happy to offer assistance in evaluating potential cost savings related to
pressure vessel or structural design and the excellent corrosion resistance
properties of SD 2507.
Design stress values (Typical values)
Room temperature (MPa) Saving factors
+
Country Code UR 45N UR B6 SD 2507 URB6 /UR47N
316 31803 904L 32750
USA ASME VIII, DIV1 108 115 123 190 35 %
F CODAP 90, f.1 166 275 176 287 38 %
UK BS 5500 128 289 173 294 42 %
D ADW 2 128 300 167 327 49 %