
Page 6 - SD 2205
P. 6
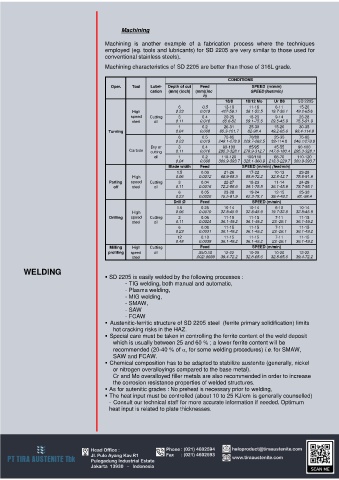
Machining
Machining is another example of a fabrication process where the techniques
employed (eg. tools and lubricants) for SD 2205 are very similar to those used for
conventional stainless steels).
Machining characteristics of SD 2205 are better than those of 316L grade.
CONDITIONS
Oper. Tool Lubri- Depth of cut Feed SPEED (m/min)
cation (mm) (inch) (mm)(inc SPEED (feet/min)
h)
18/8 18/12 Mo Ur B6 SD 2205
6 0.5 13-18 11-16 6-11 15-20
High 0.23 0.019 427-59.1 36.1-52.5 19.7-36.1 49.2-65.6
speed Cutting 3 0.4 20-25 18-23 9-14 23-28
steel oil 0.11 0.016 65.6-82 59.1-75.5 29.5-45.9 75.5-91.9
1 0.2 26-31 25-30 15-20 30-35
Turning 0.04 0.008 85.3-101.7 82-98.4 49.2-65.6 98.4-114.8
6 0.5 75-85 70/80 25-35 75-85
0.23 0.019 246.1-278.9 229.7-262.5 82-114.8 246.1/278.9
Dry or 3 0.4 90-100 85/95 45-55 90-100
Carbide cutting 0.11 0.016 295.3-328.1 278.9-312.7 147.6-180.4 295.3-328.1
oil 1 0.2 110-120 100/110 65-70 110-120
0.04 0.008 360.9-393.7 328.1-360.9 213.3-229.7 360.9-393.7
Blade width Feed SPEED (m/min) (feet/min)
1.5 0.03 21-26 17-22 10-13 23-28
High 0.06 0.0012 68.9-85.3 55.8-72.2 32.8-42.7 75.5-91.9
Parting speed Cutting 3 0.04 22-27 18-23 11-14 24-29
off steel oil 0.11 0.0016 72.2-88.6 59.1-75.5 36.1-45.9 78.7-95.1
6 0.05 23-28 19-24 12-15 25-30
0.23 0.0020 75.5-91.9 62.3-78.7 39.4-49.2 82.-98.4
Drill Ø Feed SPEED (m/min)
1.5 0.25 10-14 10-14 6-10 10-14
High 0.06 0.0010 32.8-45.9 32.8-45.9 19.7-32.8 32.8-45.9
Drilling speed Cutting 3 0.06 11-15 11-15 7-11 11-15
steel oil 0.11 0.0024 36.1-49.2 36.1-49.2 23.-26.1 36.1-49.2
6 0.08 11-15 11-15 7-11 11-15
0.23 0.0031 36.1-49.2 36.1-49.2 23.-26.1 36.1-49.2
12 0.10 11-15 11-15 7-11 11-15
0.48 0.0039 36.1-49.2 36.1-49.2 23.-26.1 36.1-49.2
Milling High Cutting Feed SPEED (m/min)
profiling speed oil .05/0.10 12-22 10-20 10-20 12-22
steel .002/.0039 39.4-72.2 32.8-65.6 32.8-65.6 39.4-72.2
WELDING
SD 2205 is easily welded by the following processes :
- TIG welding, both manual and automatic,
- Plasma welding,
- MIG welding,
- SMAW,
- SAW
- FCAW
Austenitic-ferritic structure of SD 2205 steel (ferrite primary solidification) limits
hot cracking risks in the HAZ.
Special care must be taken in controlling the ferrite content of the weld deposit
which is usually between 25 and 60 % ; a lower ferrite content will be
recommended (20-40 % of , for some welding procedures) i.e. for SMAW,
SAW and FCAW.
Chemical composition has to be adapted to stabilize austenite (generally, nickel
or nitrogen overalloyings compared to the base metal).
Cr and Mo overalloyed filler metals are also recommended in order to increase
the corrosion resistance properties of welded structures.
As for autenitic grades : No preheat is necessary prior to welding,
The heat input must be controlled (about 10 to 25 KJ/cm is generally counselled)
- Consult our technical staff for more accurate information if needed. Optimum
heat input is related to plate thicknesses.