
Page 3 - TS 800
P. 3
➢ Welding process
Any conventional fusion welding method can be used, such as submerged arc
welding (SAW), manual metal arc welding (SMAW), flux core wire arc welding
(FCAW), HIG, MAG (GMAW) and TIG (GTAW)
Interpass temperature should be limited to a maximum of 200°C (392°F).
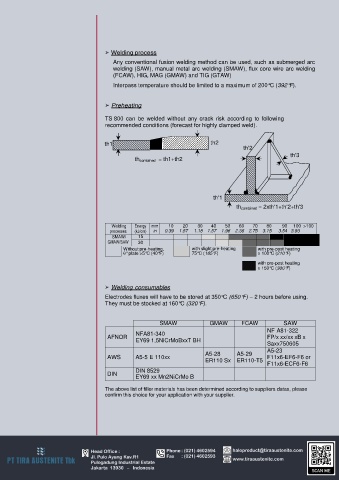
➢ Preheating
TS 800 can be welded without any crack risk according to following
recommended conditions (forecast for highly clamped weld).
th1 th2
th'2
th combined = th1+th2 th'3
th'1
th combined = 2xth'1+th'2+th'3
Welding Energy mm 10 20 30 40 50 60 70 80 90 100 >100
processes (kJ/cm) in 0.39 1.57 1.18 1.57 1.96 2.36 2.75 3.15 3.54 3.93
SMAW/ 15
GMAW/SAW 30
Without pre-heating, with slight pre-heating with pre-post heating
θ° plate >5°C (40°F) 75°C (165°F) ≥ 100°C (210°F)
with pre-post heating
≥ 150°C (300°F)
➢ Welding consumables
Electrodes fluxes will have to be stored at 350°C (650°F) – 2 hours before using.
They must be stocked at 160°C (320°F).
SMAW GMAW FCAW SAW
NFA81-340 NF A81-322
AFNOR FP/x xx/xx xB x
EY69 1,5NiCrMoBxxT BH
Saxx750605
A5-28 A5-29 A5-23
AWS A5-5 E 110xx F11x6-EF6-F6 or
ER110 Sx ER110-T5
F11x6-ECF6-F6
DIN 8529
DIN
EY69 xx Mn2NiCrMo B
The above list of filler materials has been determined according to suppliers datas, please
confirm this choice for your application with your supplier.
SUPRALSIM 690 – 26.10.2004 issue – Page 3